歡迎來到山东(dōng)东莞佳傲轻工制造有限责任公司(5G网站)網站!

咨詢熱線:
130********
咨詢熱線:
130********


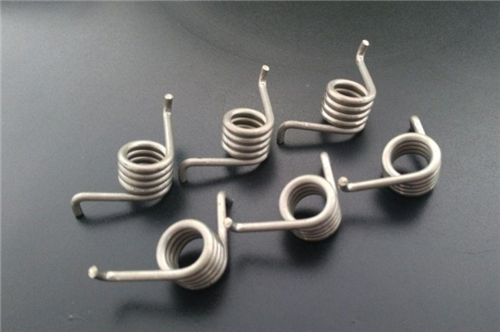
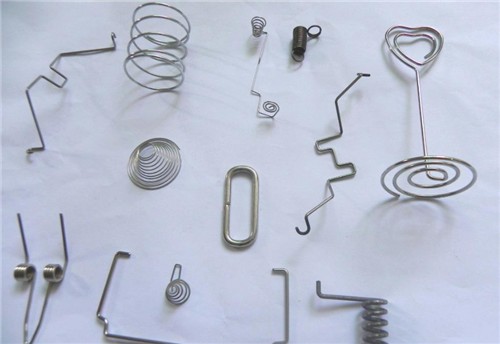
近年來,彈(dàn)簧原材料的後(hòu)續加工方法也(yě)在不斷優💯化,如(rú)結構形狀、熱處(chu)理和表面質量(liang)等,使彈簧的應(ying)用和發展🙇♀️更能(néng)💋滿足其功能要(yao)求,同時,進一步(bu)提升了彈簧産(chan)品所使用的經(jīng)濟性、安全性和(he)環境保護特性(xìng)。下面介紹一下(xià)彈簧加工❄️的一(yī)些注意要點。
(1)彈(dàn)簧端面粗糙度(du)應不低于12.5μm。
(2)兩端(duān)圈并緊磨平的(de)壓縮彈簧支承(cheng)圈磨平部分不(bú)⁉️少于圓周長的(de)四分之三,端頭(tou)厚度一般不小(xiǎo)于鋼絲直徑的(de)八分之一。兩端(duan)頭鍛扁的彈簧(huang),其端頭厚度應(yīng)不大于鋼絲直(zhi)徑的三分之一(yi),寬度應不小于(yú)鋼絲直徑的百(bai)分之七十。
(3)根據(jù)使用要求,可檢(jian)查彈簧節距不(bu)均勻度。其公差(chà)為間距的百分(fen)之十,最小公差(cha)值一般為零點(diǎn)三毫🔞米。當壓縮(suō)彈簧壓縮到全(quan)變形量的百分(fèn)之八十時,正常(chang)節距的彈簧圈(quān)不允許接觸。
(4)壓(yā)縮彈簧兩端圈(quan)與彈簧軸心線(xiàn)的垂直度公差(cha)為✊自由高度的(de)百分之二點五(wǔ),最小公差值為(wéi)一毫米。
(5)壓縮彈(dàn)簧軸心線的直(zhí)線度公差為垂(chui)直度公差之半(ban)。